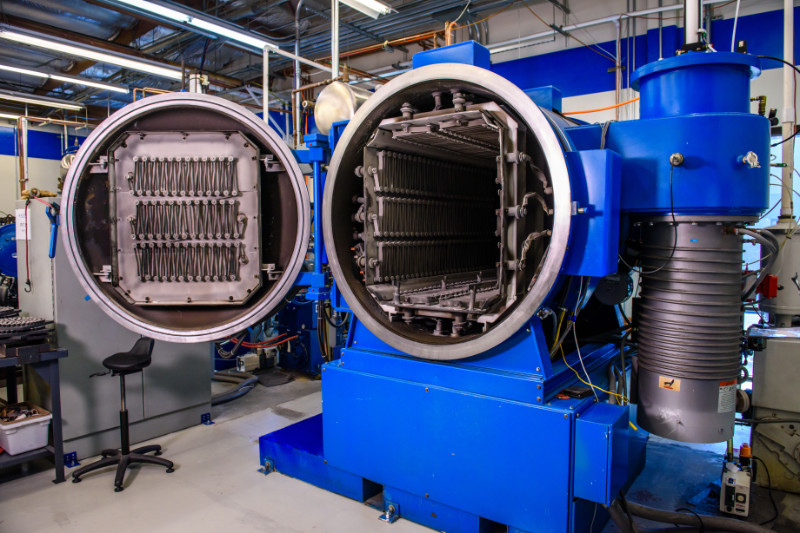
At Altair Technologies, a core competency and sector of our brazing operations are dedicated to vacuum brazing aluminum for the semiconductor, aerospace, medical and defense industries. We process assemblies in high-vacuum furnaces that are specifically designed with the multi-zone controls that are required to precisely braze this unique and popular alloy.
Today Altair has innovated ways to braze Copper, Stainless Steel, and other refractory metals to aluminum while avoiding brittle intermetallic phases, leaving a strong and hermetic bond. We have also developed a proprietary braze technique for achieving a 360-degree thermal bond on a heating element surrounded by aluminum. The semiconductor community has been using heating elements for decades, but the full circumferential bond our process creates allows for higher power densities and better temperature uniformity.
The best process to joining aluminum to itself or to other materials such as copper accurately must be in a vacuum because the alloy is so dirty and quick to oxidize. Vacuum furnace brazing does a great job of de-oxidizing metals as well as vaporizing undesirable high vapor pressure elements that might be seen as contaminants to ensure a strong braze joint.
Unlike dip-brazing, vacuum brazing is not plagued with salts that invariably leach out over time and contaminate the vacuum systems in which those assemblies are used. Also, if welding versus brazing is a concern, please take a look at the photo below showing the difference of a homogenous joint versus a welded joint.


Common Heat Exchanger Applications
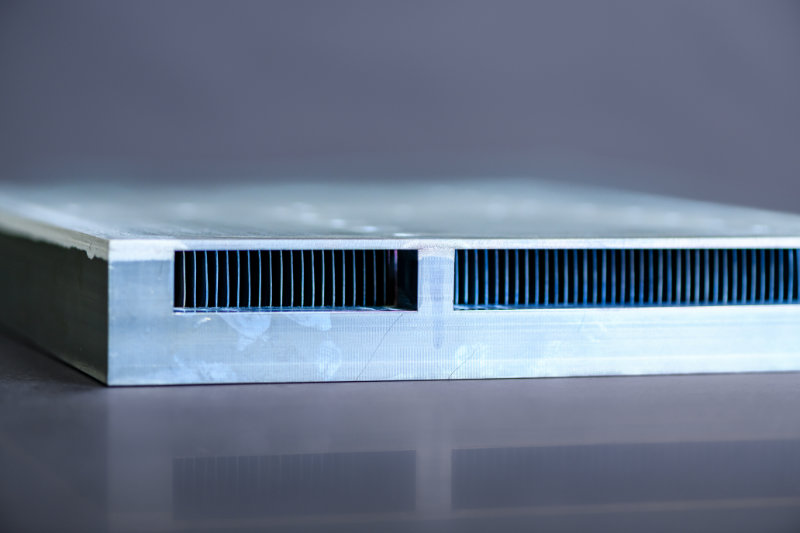
Our aluminum brazing processes are a perfect fit for the Defense Industry because we are ITAR registered and an approved Tier 1 supplier in the Semiconductor industry. Our proprietary vacuum brazing process was developed for aluminum plate and fin heat exchangers, cold plates, microchannel heat exchangers, classic tube and fin type as well as pressed tube liquid cold plates of custom design, complexity and requirements. Brazed plate heat exchanger design can be tricky and we suggest you contact our ARG or our engineering team for assistance in your thermal cooling or heating application.
| Heat sink and Electronics Cooling | Pressure vessels |
| Liquid Cold Plates | Structural Components |
| Flat Tube Heat Exchangers | Fin Heat Exchangers |
| Heat Pipes & Heater Tables | Hydraulic flow boxes |
| Vacuum & Deposition Chambers | Instrumentation & Sensors |
| Plate Heat Exchangers | RF Components & LINACs |
| Electric Vehicle (EV) Components | Thermodynamic Engines |
| Parts and Equipment for Aerospace | Parts and Equipment for Medical |
Best Appearance
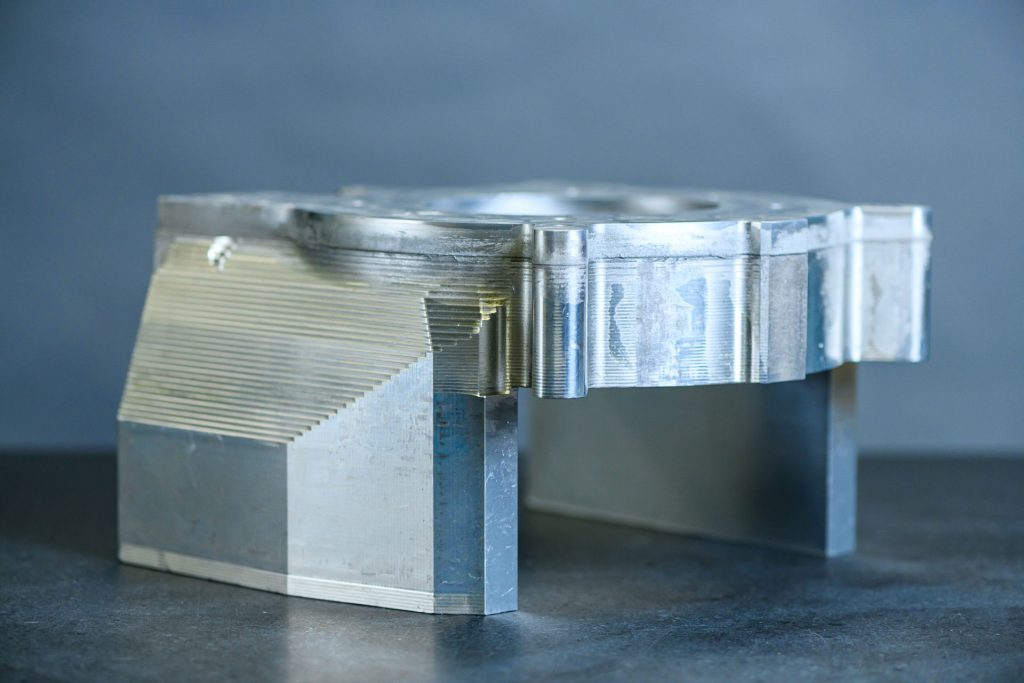
For the best possible appearance, vacuum brazed assemblies are typically final machined after vacuum brazing, offering a nice, aesthetically pleasing appearance where the braze joint is barely noticeable. The vacuum-tight assembly shown in the photo (above right) was made from four separate Al 6061-T6 components and has two cooling channels hidden within the walls of the assembly. We typically use a Silicon-rich aluminum alloy such as 4047 ( iller material), which has a slightly lower melting temperature (~600°C) than the base metals to be brazed.





How we Braze Precision Assemblies Accurately
Aluminum can be a difficult metal to braze because it easily and quickly forms an oxide layer at room temperature; vacuum brazing is the best process to reduce oxidation. However, prior to processing in the furnace, components are chemically etched/cleaned and sealed to ensure oxides are removed and additional reactions with the atmosphere are mitigated. The process of assembly is quick and once the thermal cycle begins, it is not uncommon to introduce a partial pressure of Mg gas to help strip residual oxides allowing for good wetting and bonding of the base material. As the thermal process takes place, the Silicon is both vaporized into the furnace’s vacuum and diffused into the surrounding components. The resulting braze joint is very close in composition to the base materials and is both mechanically strong and hermetic.
This process of vacuum brazing is highly controlled and boasts a nearly perfect first-pass yield. We are able to help customers save costs and time with our batch processing capabilities. For one of our semiconductor ESC Cooling Assemblies, we brazed over 2,700 consecutive assemblies with a perfect 100% yield. Contact one of our specialists today for a quick feasibility study of your project.

