In this article, the perspective is switched to focusing on the materials we are capable of processing, a comparison to fusion joining techniques such as welding, key advantages and all from the reference of the metal or alloy rather than the process. Here, at Altair Technologies, we focus on precision furnace brazing technologies capable of joining virtually any metal used in high vacuum applications.
Types of Metal We Work With
We work with low vapor pressure metals like Copper, Stainless Steel, Kovar, Moly, Iron, Monel, Cupronickel, Nickel, Tungsten, Platinum, Rhenium, Titanium, Aluminum, Tantalum, various alloys and many other types of metals including Beryllium.
We do not braze or machine or handle any high vapor pressure metals that might be seen as a contaminant to our customers. These include but are not limited to metals like Zinc, Bronze, and Brass. Furthermore, we do not employ torch, dip or solder brazing processes.
Quick Background & Advantages of Furnace Brazing
Brazing is a joining process whereby a molten metallic filler flows into a joint between two or more close-fitting metal parts via capillary action, induced by heat. The braze filler (alloy) must have a melting point below that of the melting temperature of the materials being joined. Each material’s properties are unique and hence the environment, heating, and cooling profiles vary when creating the metallurgical bond. As brazing temperatures are lower than the base material’s melting temperature, detrimental heat effects on the assembly are greatly reduced and mechanical properties of the base materials are left in an annealed condition. Often, materials will have to experience a heat-treating process to return the material to a temper of the customer’s choosing.
Furnace brazing provides the highest quality joints and is the only technique well adapted to complex assemblies, ceramic-to-metal bonding, large/massive parts, or highly reactive materials because assemblies are heated uniformly and multiple joints are brazed simultaneously. We primarily supply services and products into high-vacuum or “clean” applications and DO NOT use any flux in our advanced material joining processes.
Brazing vs. Welding
A distinct advantage is that dissimilar metals and non-metallic materials can be joined, whereas welding can only be used to join like type metals. In this sense, they often compete against each other when the materials of the joint are not dissimilar. For spot, MIG and TIG welding, a very strategic approach is required to tack the assembly with anchor points opposed to each other while laying down weld beads in a way to minimize distortion as much as possible. Welded joints often must be ground for aesthetic and functional reasons, whereas furnace brazing does not require this additional finishing process, providing significant time and cost savings.
Brazing vs. Electron Beam Welding (EBW)
Orbital EBW is often used to bond two hemispheres together in order to produce a cavity; however, due to the limits in the amount of penetration possible with EBW, there are limits on possible wall thicknesses of the cavity (typically 2” in soft vacuum machines and 6” in hard vacuum machines). There is virtually no limit on wall thickness when brazing complex geometries or assemblies.
Electron Beam Welding is an exciting and effective method of joining materials to combat the negative drawbacks of Spot, MIG and TIG welding while offering much deeper penetration than traditional laser welding. It is a low-distortion, fusion welding process applied under vacuum that can penetrate up to 12 inches deep in a single pass. The workpieces of a joint fuse together without the use of a filler or alloy by penetrating a joint with high-velocity electrons such that both pieces of the joint melt and flow together; akin to TIG welding without a welding rod.
The Material’s Reaction to Environments Dictate the Process
We employ a number of different processes depending on the types of materials to be joined. How to manage contaminants, oxides and hydrocarbons are critical to the selection of the process. The strength of the bond required, the end use of the assembly (e.g., high vacuum applications), and economic considerations are also considered upfront as well. These processes include Furnace Brazing (using wet or dry hydrogen), using other inert or chemically-active atmospheres, vacuum, Moly-Manganese Metallization, and Active-Metallization for ceramics.

Brazed Copper to Stainless Steel Copper, Stainless and Ceramic Ceramic and Aluminum

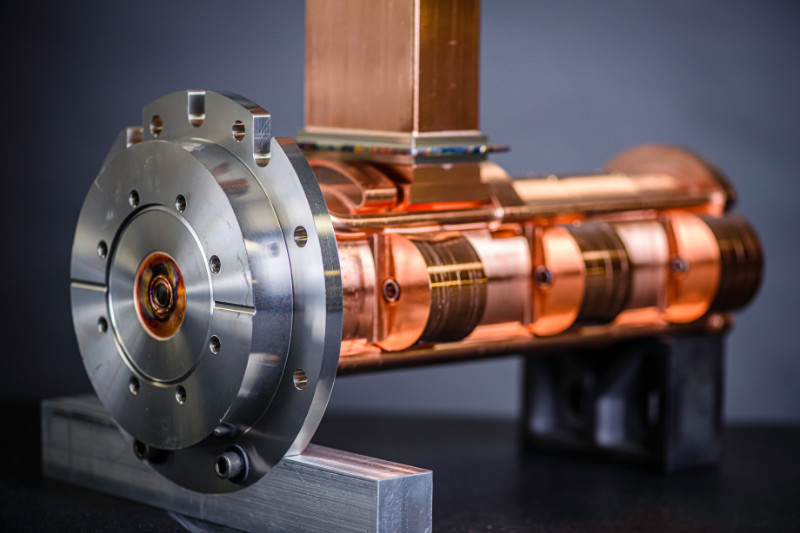
The Joining of Copper & Copper to Stainless Steel
Using a hydrogen gas in the furnace is the best method to join copper to copper or copper to other metals like stainless steel for accuracy, joint-strength, and high-vacuum applications. Hydrogen (H2) gas acts as a fluxing agent, reducing native oxides and removing hydrocarbon contamination producing an ultra-clean raw metal surface. Wet hydrogen is normally used for copper as it is more effective in removing residual hydrocarbons, however, where the removal of oxides is of great importance (as in the case of joining copper to stainless steel), dry hydrogen can be used.
Beryllium Copper, Titanium and Silicon
Beryllium, Titanium, and Silicon, will not properly reduce nor braze in a wet or dry hydrogen atmosphere and therefore are brazed in other inert gas (Nitrogen, Argon, Helium) furnace atmospheres, chemically active atmospheres (such as forming gas), or in a high vacuum furnace (Vacuum Brazing).
One of the materials that we excel at is Beryllium. This process is done in a high vacuum because the Beryllium reacts strongly with carbon, oxygen, and nitrogen at the usual brazed temperatures. It has been used for windows in x-ray heads and other x-ray devices due to the fact that it has relatively high transparency to x-rays and other ionizing radiation types. It is also widely used for nuclear applications. Altair brazes Beryllium daily with virtually perfect first-pass yield.
Stainless Steel, Molybdenum, Tungsten, Iron, Nickel & Cobalt
These materials are processed (furnace brazed) in a dry hydrogen atmosphere due to their formation of oxides at relatively low dew points. Many other oxides such as those formed when brazing Iron, Nickel, and Cobalt are easily reduced by hydrogen because a hydrogen atmosphere acts as a fluxing agent to remove hydrocarbons, reduce oxides, and improve the flow of the braze alloy.
Aluminum, Aluminum to Stainless Steel, to Copper, and Refractory metals
A major portion of our brazing operations are devoted to vacuum brazing low vapor-pressure, reactive metals such as aluminum. We at Altair Technologies are constantly developing innovative techniques and procedures to meet the progressive needs of the semiconductor, aerospace, medical and defense industries. Due to Aluminum’s propensity for oxidation (at room temperature), all assembly components are etched, cleaned, sealed and quickly assembled before placing in the furnace. Once the thermal cycle begins often a partial pressure of Mg gas is introduced to further ensure the removal of residual oxides, providing for good wetting and bonding of the base materials.
Aluminum is brazed to aluminum, copper, stainless steel and other refractory metals in high-vacuum, multi-zone controlled furnaces producing a strong hermetic bond while avoiding the brittle inter-metallic phases often seen with the brazing of aluminum; check out our post on engineering and design guidelines for vacuum brazing Aluminum.
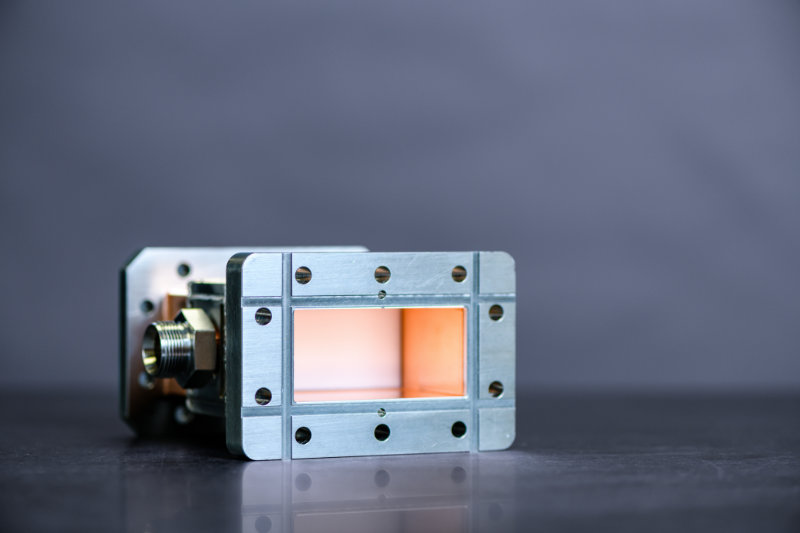
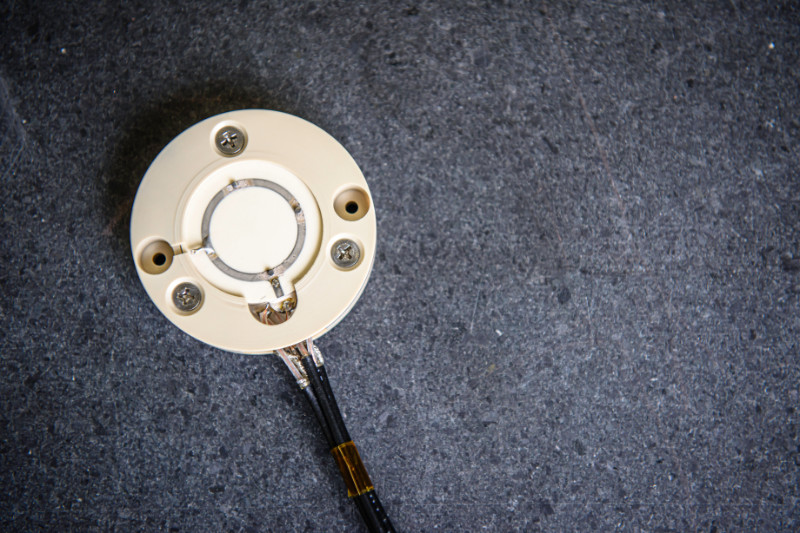
Brazing Ceramics to Metals
The best method for joining metalized ceramics to metals is to use a hydrogen environment in the furnace. We routinely process ceramics, particularly Alumina, but we can also braze Zirconia, Quartz, Fused Silica, and other ceramic-like or composite materials. Applications for brazing ceramic to metal include microwave tubes, semiconductor feedthrough thermocouples, and laser devices, where high-vacuum integrity and dielectric properties are required. More recent applications growing out of the medical and military industries to have created a demand for ceramic to metal seals that require high joint strength and biocompatibility.
The difficulty in joining ceramics to metals is primarily due to the inability of most braze alloys to wet directly to ceramic materials and secondarily, an accumulation of residual stress once the materials have been wetted. To produce wetting of ceramics, we at Altair Technologies either metalize the ceramic, typically with Moly-Manganese or use an active metal alloy to induce wetting (Called Active Metal Brazing). Both methods produce ultra-high vacuum seals and braze joints.
Contact one of our specialists today for a quick feasibility study of your project.
