Solid-State Diffusion Bonding
Here at Altair Technologies, there are many diffusion bonding applications in our turnkey production services for complex assemblies. Moreover, this process suits the joining of dissimilar materials like titanium and copper for the medical and aerospace industries. We use this material joining/bonding process in the manufacture of linear accelerators and their components because braze-joints and braze-fillets can shift the resonant frequency of a cavity or add a very thermal shunt layer. It is also used in the production of mini-coolers, laminated heat exchangers and other turnkey solutions for high-vacuum applications.
How does Diffusion Bonding Work?
It is the pressing of two metals together with extreme force, at elevated temperatures and without the use of an alloy filler.
This material joining technique is unique because it bonds two metals together without the use of alloy filler. It also requires applying pressure (very high pressure) at elevated temperatures below the melting points of the base materials. As a result, metal atoms diffuse into the adjacent material forming a Solid State Diffusion Bond.
Though brazing copper is a core competency at Altair, we use this technique often for Copper and Titanium high-vacuum components. In addition, it requires very specific conditions such as elevated temperature, high pressure, specific durations of time at temperature and mating surfaces to have a clean surface finish and a very flat (coplanar) surfaces.
Diffusion bonding, as a subdivision of both solid-state welding and liquid-phase welding, is a joining process wherein the principal mechanism is interdiffusion of atoms across the interface. Diffusion bonding of most metals occurs in a vacuum or in an inert atmosphere (normally dry nitrogen, argon or helium) in order to reduce detrimental oxidation of the faying surfaces.
Amir Shirzadi Cambridge Joining Technology [1]
Quality of a DB Joint versus a Brazed Joint
A diffusion bonded joint compared to other joining techniques like brazing or welding is typically less robust or lower in strength. However, it is very suitable for exotic materials and generating gas-tight bonds that are applicable in high-vacuum applications. Lap joint configurations are typical while tee and butt joints are possible, but more difficult. [2]
Diffusion Bonding Applications
This process serves the pursuit of joining materials for precision components, high vacuum, microwave, RF and other complex geometries with accurate and repeatable tolerances.
- RF and Microwave Components
- Mini-coolers and cooling plates
- Laminated Heat Exchangers and micro-channel medical devices [1]
- Light Alloys like Titanium; titanium to aluminum. [1]
- Complex cross-sectional geometries
- Reactive Metals and Wrought metals [2]
- Heat Treatable Alloys
- Dissimilar metals
- Brittle and thin Materials [ 2]
Advantages and Desirable Characteristics
Another example is the diffusion bonding of beryllium copper accomplished at temperatures below 1400° F. Normally beryllium is joined by brazing at 800° F. Solid-state joining provides encouragement for fabricating beryllium structures for use at temperatures as high as 1000° F and more. [2] Our diffusion bonding services focus primarily on copper and titanium. However, common diffusion bonding applications will include the need for:
- Continuous Bonds
- Gas-Tight and applicable to high-vacuum applications.
- A multiplicity of joints to be made simultaneously and/or over a large area. [2]
- Materials as thin as .001 inches. [2]
- Avoid Post bond finishing processes. [2]
- Complex structures with minimal dimensional change during fabrication.
- Joint corrosion resistance to be similar to that of the individual metals because of the minimized change in base metal microstructure and composition. [2]
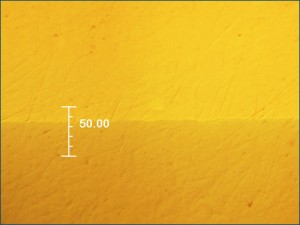
A Diffusion Bond created at Altair
Here is a scope photo of a diffusion bond of copper created at Altair Technologies Inc.
Process Requirements
- Flat, smooth and clean mating surfaces; specific surface cleaning prior to bonding is necessary.
- We must take great care in the surface preparation stage. Excessive oxidation or contamination of the faying surfaces would decrease the joint strength drastically. [1]
- Diffusion bonding of materials with stable oxide layers is very difficult. Production of thoroughly flat surfaces and also precise fitting-up of the mating parts takes a longer time than with conventional welding processes.[1]
- In order to fabricate sheet structures with hollow configurations, consider using complex support structures. [2]
- Joining large areas with high bonding pressures requires equipment capable of high force application at high temperatures. For example, an area of 10″ x 10″ at a bonding pressure of 10,000 psi requires a force of 1,000,000 pounds. [2]
- Diffusion bonding normally requires a protective gas atmosphere. [2]
Here at Altair Technologies, we have all of the equipment and facilities to offer diffusion bonding as a service or include in a turnkey solution. We also have the leak detection capabilities, high voltage and cavity tuning capabilities required for ensuring top quality and performance.
References
- Reference [1] Courtesy of https://www.phase-trans.msm.cam.ac.uk/2005/Amir/bond.html
- References [2] Courtesy of https://ntrs.nasa.gov/archive/nasa/casi.ntrs.nasa.gov/19660010173.pdf
